מיר וויסן אַז די ינדזשעקשאַן פורעם באשטייט פון אַ באַוועגלעך פורעם און אַ פאַרפעסטיקט פורעם.די באַוועגלעך פורעם איז אינסטאַלירן אויף די מאָווינג מוסטער פון די ינדזשעקשאַן מאָלדינג מאַשין, און די פאַרפעסטיקט פורעם איז אינסטאַלירן אויף די פאַרפעסטיקט מוסטער פון די ינדזשעקשאַן מאָלדינג מאַשין.בעשאַס ינדזשעקשאַן מאָלדינג, די באַוועגלעך פורעם און די פאַרפעסטיקט פורעם זענען פארמאכט צו פאָרעם אַ גאַטינג סיסטעם און אַ קאַוואַטי.ווען די פורעם איז געעפנט, די באַוועגלעך פורעם און די פאַרפעסטיקט פורעם זענען אפגעשיידט צו נעמען אויס די פּלאַסטיק פּראָדוקט.אַזוי ווי פיל טאָן איר וויסן וועגן די נוצן פון דעם פּראָדוקט?די פאלגענדע איז אַ קורץ הקדמה צו די פּריקאָשאַנז איידער די ינדזשעקשאַן פורעם איז געפרוווט.
די פּריקאָשאַנז איידער די ינדזשעקשאַן פורעם פּראָצעס זענען דיטיילד ווי גייט:
1. פֿאַרשטיין די וויסן וועגן ינדזשעקשאַן פורעם: עס איז רעקאַמענדיד צו באַקומען די פּלאַן צייכענונג פון די ינדזשעקשאַן פורעם, פונאַנדערקלייַבן עס אין דעטאַל, און דעריבער לאָזן די ינדזשעקשאַן פורעם ינזשעניר אָנטייל נעמען אין די פּראָבע אַרבעט.
2. ערשטער טשעק די מעטשאַניקאַל קוואַפּעריישאַן אויף די וואָרקבענטש: באַצאָלן ופמערקזאַמקייט צו צי עס זענען סקראַטשיז, פעלנדיק און פרייַ טיילן, צי די סליידינג קאַמף פון די פורעם איז פאַקטיש, און די וואַסער רער
און לופט פיטינגז פֿאַר ליקס, און אויב די ינדזשעקשאַן פורעם עפן איז אַ באַגרענעצונג, זאָל זיין אנגעצייכנט.אויב די אויבן אַקשאַנז קענען זיין געטאן איידער כאַנגגינג די ינדזשעקשאַן פורעם, די פּראָבלעמס געפונען ווען כאַנגגינג די ינדזשעקשאַן פורעם קענען זיין אַוווידיד, און דאַן די ווייסטאַד מענטש-שעה ווען רימוווינג די ינדזשעקשאַן פורעם קענען זיין אַוווידיד.
3. ווען עס איז באשלאסן אַז די באַוועגונג פון יעדער טייל פון די ינדזשעקשאַן פורעם איז געענדיקט, עס איז נייטיק צו אויסקלייַבן אַ פּאַסיק ינדזשעקשאַן מאָלדינג מאַשין.
4. ווען הענגען די פורעם, עס זאָל זיין אנגעוויזן אַז איידער לאַקינג אַלע די שפּאַלטן און עפן די פורעם, טאָן ניט באַזייַטיקן די שלאָס און פאַרמייַדן עס פון פאַלינג אַוועק רעכט צו פרייַ אָדער צעבראכן קלאַמפּס.נאָך די פורעם איז אינסטאַלירן, די מעטשאַניקאַל קאַמף פון יעדער טייל פון די פורעם זאָל זיין קערפאַלי אָפּגעשטעלט, אַזאַ ווי צי די סליידינג טעלער און פינגערהוט פאַנגקשאַנינג ריכטיק און צי די נעזל איז אַליינד מיט די פידינג פּאָרט.
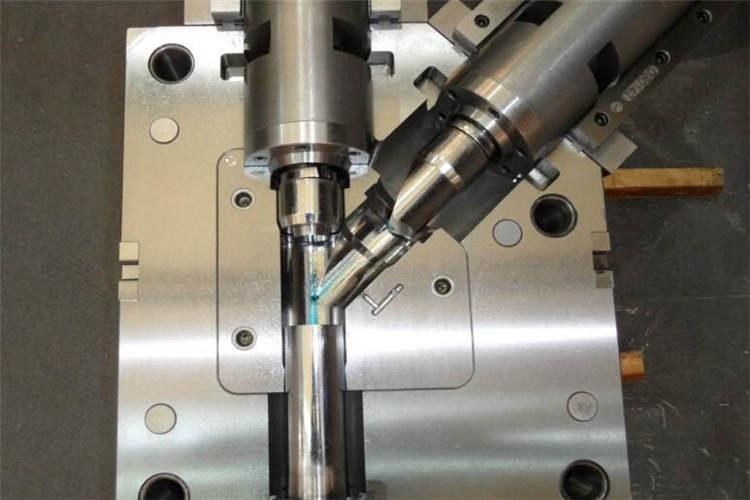
5. ווען קלאָוזינג די פורעם, די קלאַמפּינג דרוק זאָל זיין רידוסט.בעשאַס מאַנואַל און נידעריק-גיכקייַט קלאַמפּינג אַפּעריישאַנז, ופמערקזאַמקייט זאָל זיין באַצאָלט צו אָבסערווירן און הערן פֿאַר קיין מווומאַנץ און אַבנאָרמאַל סאָונדס.דער פּראָצעס פון ליפטינג די פורעם איז פאקטיש גאַנץ פּשוט.די הויפּט זאַך צו טאָן איז אַז די פורעם טויער און נעזל צענטער זענען מער שווער.וסואַללי, די צענטער קענען זיין אַדזשאַסטיד מיט אַ פּרובירן פּאַס.
6. אויסקלייַבן אַ פּאַסיק פורעם טעמפּעראַטור קאָנטראָל מאַשין צו פאַרגרעסערן די פורעם טעמפּעראַטור צו דער געוואלט טעמפּעראַטור בעשאַס די פּראָדוקציע פּראָצעס.נאָך די פורעם טעמפּעראַטור איז געוואקסן, קאָנטראָלירן די באַוועגונג פון יעדער טייל ווידער.זינט שטאָל קענען אָנמאַכן שטאַרבן-קאַטינג רעכט צו טערמאַל יקספּאַנשאַן, עס מוזן זיין גענומען זאָרגן פֿאַר יעדער טייל צו צעטל צו פאַרמייַדן טשאַטינג.
פּאָסטן צייט: יאנואר 20-2022